
Eiginleikar fóðurefnisins gegna lykilhlutverki í að ákvarða endingartímakjálkaknúsarhlutirRekstraraðilar sem hafa stjórn á hörku, núningi, agnastærð og raka geta lengt líftímamangan stál slithlutir kjálkaknúsa.
- Mikil hörku og núningþol auka skiptihlutfall og orkunotkun.
- Raki og klístrað efni geta valdið stíflum, sem leiðir til meira viðhalds.
- Samræmd fóðurstærð hjálpar til við að koma í veg fyrir niðurtíma og bætir afköst mulningsvélarinnar.
Að velja réttkjálka mulningsvélogmulningshlutarlækkar kostnað og eykur skilvirkni.
Lykilatriði
- Hörku og núningur fóðurefna eykur verulega slit á hlutum kjálkamulningsvélarinnar, þannig að rekstraraðilar ættu að stilla stillingar og velja sterk efni til að lengja líftíma hlutans.
- Að stjórna fóðurstærð og fjarlægja of stóra steina eða fínar steina hjálpar til við að koma í veg fyrir ójafnt slit og stíflur, sem bætirskilvirkni mulningsog draga úr viðhaldi.
- Raki og klístrað efni valda stíflum og auknu álagi á hluta mulningsvélarinnar, þannig að með því að stjórna raka með þurrkun og sigtun heldur mulningsvélinni gangandi vel.
- Að velja réttkjálkaplötuefniog hönnun byggð á fóðureiginleikum getur aukið slitþol og stytt niðurtíma.
- Regluleg skoðun, rétt viðhald og þjálfun rekstraraðila eru nauðsynleg til að greina slit snemma og halda mulningsvélum í skilvirkri starfsemi lengur.
Helstu eiginleikar fóðurefnis og slit á kjálkamulningsvélum
Hörku fóðurefnis
Hörku er einn mikilvægasti eiginleikinn sem hefur áhrif á slit kjálkamulningsvéla. Hart berg, eins og granít eða basalt, þarfnast meiri krafts til að mulna. Þessi aukakraftur eykur álagið á kjálkaplötur og fóðringar. Þegar rekstraraðilar fæða harðari efni inn í kjálkamulningsvélina verða plöturnar fyrir meira sliti við skurð og flísun. Rannsóknir sýna að berg með meiri þjöppunarstyrk og brotþol veldur hraðari sliti. Rekstraraðilar taka oft eftir því að losunarendi kjálkanna slitnar fyrst þegar unnið er með minni og harðari agnir. Að stilla mulningsstillingar út frá hörku fóðursins getur hjálpað til við að draga úr sliti og lengja líftíma hluta.
Slípiefni og steinefnasamsetning
Slípunargeta og samsetning steinefna gegna einnig mikilvægu hlutverki í slitmynstri. Steinefni eins og kvarsít og granít eru mjög slípandi. Þessi steinefni mala á kjálkaplöturnar og valda hraðri yfirborðsniðurbroti. Ef fóðurið inniheldur hátt hlutfall slípandi steinefna, þá eru staðlaðar...mangan stálfóðringargetur slitnað hratt. Að velja rétt fóðurefni, svo sem krómjárn eða samsett málmblöndur, getur hjálpað til við að standast þessa tegund slits. Rekstraraðilar ættu einnig að gæta að mengun í fóðurinu, þar sem óhreint járn eða of stór steinn getur valdið sprungum og flísun á brúnum.
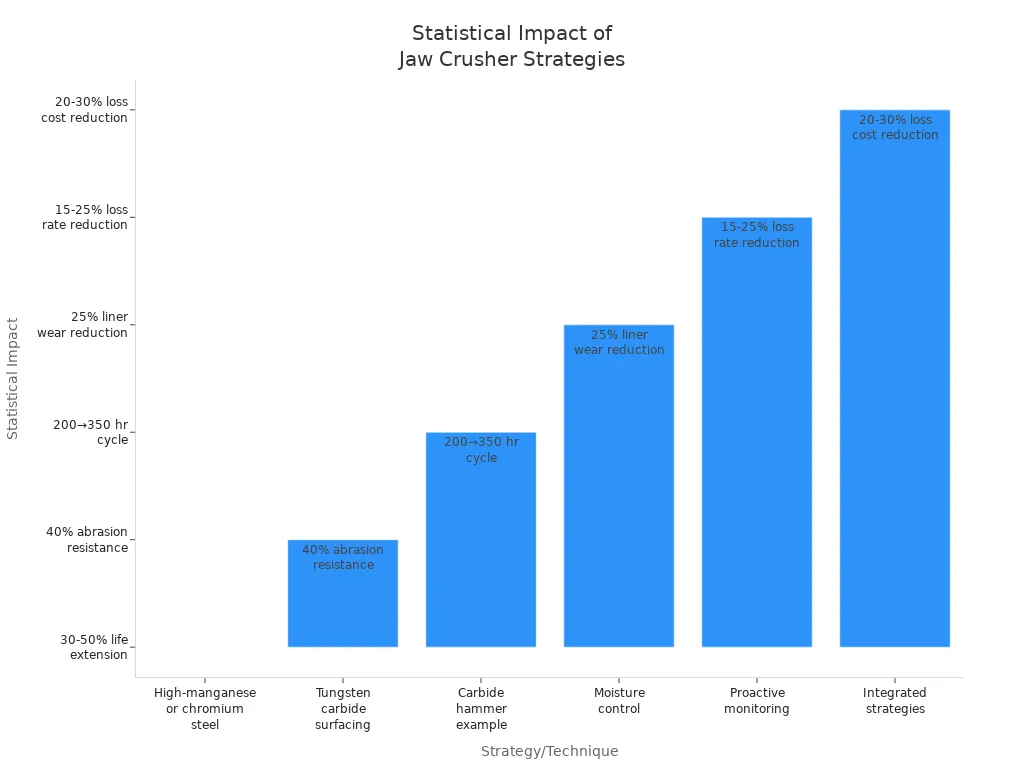
Ráð: Að para fóðurefnið við steinefnasamsetningu fóðursins getur lengt endingartíma allt að fimm sinnum og dregið úr viðhaldskostnaði.
Agnastærð og stærðardreifing
Agnastærð og dreifing hennar hefur bein áhrif á hversu oft þarf að skipta um kjálkaplötur. Þegar fóðurið inniheldur mikið af ofstórum steinum verða ákveðin svæði á kjálkaplötunum fyrir endurteknum höggum. Þetta leiðir til ójafns slits og tíðari skiptingar. Of mikið fínt efni í fóðurinu getur valdið stíflum, sem einnig styttir líftíma platnanna. Vel stýrð dreifing fóðurstærðar stuðlar að jöfnu sliti og stöðugum rekstri. Rekstraraðilar sem fylgjast með og stilla fóðurstærð geta dregið úr rekstrarkostnaði og haldið kjálkamulningsvélinni í skilvirkri notkun.
Rakainnihald og klístur
Rakainnihald í hráefni gegnir mikilvægu hlutverki í afköstum kjálkamulningsvélarinnar. Þegar hráefnið inniheldur mikinn raka, sérstaklega þegar það er blandað saman við fínt efni eða leir, leiðir það oft til rekstrarerfiðleika. Klístrað efni eiga það til að festast við yfirborðið inni í mulningsvélinni. Þessi klístraða staða getur valdið stíflum, einnig þekkt sem stíflu, sem truflar mulningsferlið.
Rekstraraðilar taka oft eftir því að rakt fínt efni, eins og leir, brotna ekki auðveldlega í sundur. Þess í stað þjappast þessi efni saman í þéttan massa inni í mulningshólfinu. Þetta ferli, sem kallast „pönnukökun“, eykur álagið á mótor mulningsvélarinnar. Ef ekkert er að gert getur „pönnukökun“ stöðvað mulningsvélina alveg. Þó að raki auki ekki beint slithraða kjálkaplata eða fóðringar, getur stífla og ofhleðsla mótorsins dregið úr skilvirkni og leitt til hraðari slits með tímanum.
Nokkur hagnýt skref hjálpa til við að stjórna raka og klístrun í fóðurefni:
- Að forþurrka fóðrið til að lækka rakastigið undir 5% hjálpar til við að koma í veg fyrir að efnið festist.
- Að sigta frá fínu efni áður en mulningsvélin er fóðruð dregur úr hættu á stíflu.
- Með því að setja upp viðloðunarvörn, eins og teflonhúðaðar fleti í fóðurrennur, er hægt að lágmarka viðloðun efnisins.
- Notkun varnarveggja til að beina efnisflæði, sérstaklega með titrandi fóðrurum, getur dregið enn frekar úr stíflu.
Athugið: Rekstraraðilar sem fylgjast með rakastigi og aðlaga ferla sína geta viðhaldið mýkri notkun mulningsvélarinnar og lengt líftíma slithluta.
Að stjórna raka og klístrun í hráefni bætir ekki aðeins áreiðanleika mulningsvélarinnar heldur lækkar einnig viðhaldskostnað. Með þessum ráðstöfunum tryggja rekstraraðilar að kjálkamulningsvélar gangi skilvirkt, jafnvel þegar unnið er með krefjandi efni.
Áhrif fóðureiginleika á hluta kjálkakrossara
Áhrif hörku á slit kjálkaplötu og fóðringar

Harka hráefnisins hefur bein áhrif á slithraða kjálkaplata og fóðrunar. Harðari bergtegundir, eins og granít eða kvarsít, þurfa meiri kraft til að brotna. Þessi aukni kraftur leiðir til meira álags á snertifleti kjálkamulningsvélarinnar. Með tímanum valda endurteknar högg frá hörðum efnum sliti við meitlaskurð, sem birtist sem djúpar rispur, raufar og holur á kjálkaplötunum. Rekstraraðilar taka oft eftir því að mulningssvæðin verða fyrir mestu sliti, sérstaklega við vinnslu á málmgrýti með mikla hörku.
Þreytuslit myndast einnig þegar kjálkaplöturnar verða fyrir endurteknum þjöppunar- og höggálagi. Sprungur myndast og dreifast og valda að lokum brothættum beinbrotum. Fóðrunarsvæðið, þar sem steinar komast fyrst inn í mulningstækið, er sérstaklega viðkvæmt fyrir þess konar skemmdum.Kjálkaplötur úr háu mangansstáligeta þolað eitthvað af þessu sliti vegna þess að þau harðna við notkun, en jafnvel þessi efni hafa takmörk þegar þau verða fyrir mjög hörðum fóðri.
Ábending: Reglulegt eftirlit með hörku efnisins sem kemur inn hjálpar rekstraraðilum að aðlaga stillingar mulningsvélarinnar og velja rétt fóðringsefni, sem dregur úr óvæntum niðurtíma.
Slípiefni og yfirborðsniðurbrot
Slípiefni í hráefninu, eins og kvars eða kísil, flýta fyrir niðurbroti yfirborðskjálkaknúsarhlutirSlitprófanir í rannsóknarstofum, þar á meðal slitprófanir með skurði, sýna sterka fylgni við raunveruleg slitmynstur. Þessar prófanir sýna að slípiefni valda örplægingu, örskurði og örsprungum á yfirborði kjálkaplata og fóðrunar. Þegar slípiefni renna og þrýsta á málminn fjarlægja þau smábrot, sem leiðir til rúmmálstaps og hrjúfra yfirborða.
Vettvangsrannsóknir staðfesta að tilvist slípiefna eykur slit á yfirborði. Helstu slitferlin eru meðal annars:
- Lítið álags rispa núningur:Gerist þegar agnir renna yfir yfirborðið án mikillar þjöppunar.
- Mikilspennuslípun:Gerist þegar smærri agnir mölva yfirborðið undir þrýstingi.
- Slípun við skurð:Verður til vegna þess að stórar, harðar agnir hafa áhrif á og þjappað saman kjálkaplötunum.
Taflan hér að neðan sýnir algeng slitmynstur og orsakir þeirra:
| Tegund slitmynsturs | Lýsing | Orsök / áhrifaþættir | Kjálkaplötusvæðið | Einkenni krafta |
|---|---|---|---|---|
| Slit á beisli | Djúpar rispur, gróp og holur | Endurtekin áhrif og útdráttur með málmgrýti | Myljunarsvæði (M, ML, L) | Hátt eðlilegt, miðlungs snertingarlegt |
| Þreytuþreyta | Sprungur og brothætt brot | Langtíma endurtekin áhrif | Fóðrunarsvæði (H) | Hátt eðlilegt gildi, lægra snertigildi |
| Slípandi slit | Rispa, slípun, núningur | Agnastærð, hörku, þjöppun/klippiþol | Myljunarsvæði (M, ML, L) | Hátt eðlilegt og snertilegt |
| Tæringarslit | Oxun vegna raka | Rakainnihald í fóðri | Öll svæði | Efnafræðilegt slit |
Efniseiginleikar eins og hörka, seigja og örbygging hafa einnig áhrif á hversu vel hlutar kjálkamulnings standast slit vegna núnings. Breytingar á lögun fóðringarinnar vegna slits geta haft áhrif á afköst mulningstækisins, sem gerir reglulegt eftirlit nauðsynlegt.
Áhrif ofstórs fóðurs og sektarinnihalds
Dreifing fóðurstærðar gegnir mikilvægu hlutverki í sliti á kjálkaplötum og fóðri. Of stór steinn skapar þétt höggsvæði á kjálkaplötunum. Þessi högg valda ójöfnu sliti, þar sem ákveðin svæði slitna hraðar en önnur. Þegar stórar agnir komast inn í mulningsvélina geta þær einnig valdið núningi við sprungur, sem leiðir til djúpra raufa og gryfja.
Of mikið fínt efni í fóðrinu skapar aðra áskorun. Fínar agnir geta fyllt eyður milli stærri steina og aukið hættuna á stíflum. Þessar stíflur neyða mulningsvélina til að vinna meira, sem hækkar hitastig og álag á slithluta. Með tímanum getur þetta hraðað slípiefni og þreytusliti, sérstaklega ef fínu agnirnar innihalda slípandi steinefni.
Rekstraraðilar geta stjórnað þessari áhættu með því að:
- Sigtun fóðurefnis til að fjarlægja umfram fínt efni áður en það fer í mulningsvélina.
- Að stilla lokaða hliðarstillingu (CSS) til að stjórna stærð efnisins sem fer í gegn.
- Eftirlit með hlutfalli of stórra steina og aðlögun á fóðrunarfyrirkomulagi.
Athugið: Samræmd fóðurstærð og stýrt fínefnisinnihald hjálpa til við að viðhalda jöfnu sliti á kjálkaplötunum, sem bætir skilvirkni og líftíma kjálkamulningsvélarinnar.
Rakatengd slitferli
Raki í hráefni getur breytt sliti hluta kjálkamulningsvélar við notkun. Vatn virkar bæði sem smurefni og hvati fyrir slit, allt eftir aðstæðum inni í mulningsvélinni. Rekstraraðilar sjá oft mismunandi slitmynstur þegar þeir vinna úr blautum eða klístruðum efnum samanborið við þurra, frjálst rennandi bergtegund.
Bein áhrif raka á slit:
- Vatn getur myndað þunna himnu milli bergsins og kjálkaplötunnar. Þessi himna dregur stundum úr núningi, sem hægir á sliti vegna núnings.
- Í mörgum tilfellum blandast raki fínum ögnum og leir. Þessi blanda myndar klístrað mauk sem festist við kjálkaplöturnar og fóðringarnar.
- Klístrað efni veldur „pönnuköku“ þar sem lög af blautum fínum efnum safnast fyrir á yfirborði mulningsvélarinnar. Þessi lög fanga slípiefni og auka slípiáhrif málmsins.
Óbein áhrif og aukaskaði:
- Raki eykur tæringu, sérstaklega þegar hann blandast við steinefni sem hvarfast við vatn. Tæring veikir yfirborð kjálkaplata og fóðringar, sem gerir þær viðkvæmari fyrir vélrænu sliti.
- Blautt fóðurefni leiðir oft til stíflna. Þegar mulningsvélin festist þarf vélin að vinna meira til að losa stífluna. Þessi aukakraftur eykur álagið á slithlutana.
- Hátt rakastig getur valdið ójöfnu sliti. Sum svæði kjálkaplötunnar geta verið þakin blautu efni en önnur eru berskjölduð. Þessi munur leiðir til ójöfns slitmynsturs og styttir heildarlíftíma hlutanna.
Athugið:Rekstraraðilar ættu að fylgjast bæði með rakastigi og gerð fínkorna í hráefninu. Leirrík efni með hátt vatnsinnihald valda meiri sliti en hreinn, blautur sandur.
Algengar slitleiðir sem tengjast raka:
| Mekanismi | Lýsing | Dæmigert niðurstaða |
|---|---|---|
| Smurningaráhrif | Vatnsfilma dregur úr núningi | Hægari slit á slípiefni |
| Pönnukökur/uppbygging | Límkenndar fínar agnir festast við yfirborð | Aukin slípun og slit |
| Ætandi slit | Vatn og steinefni valda efnahvörfum | Ryð, holur, yfirborðsrýrnun |
| Stífluvaldandi streita | Blautt efni stíflar mulningsvélina og lyftir álaginu | Hraðari þreyta og slit |
| Ójafn slitmynstur | Raki verndar sum svæði, ber önnur í skauti sér | Óreglulegt, ófyrirsjáanlegt slit |
Hagnýt skref til að takast á við rakatengda slit:
- Rekstraraðilar geta forsigtað fóðurefnið til að fjarlægja umfram fínt efni og leir áður en það er mulið.
- Uppsetning rakaskynjara hjálpar til við að fylgjast með breytingum á fóðurskilyrðum.
- Notkun viðloðunarvarnarefna eða húðunar á rennum og yfirborðum mulningsvéla dregur úr uppsöfnun efnis.
- Regluleg þrif og skoðun koma í veg fyrir langtímaskemmdir vegna tæringar og stíflna.
Ábending:Rekstraraðilar sem stjórna raka og fínu efni í fóðrinu geta lengt líftíma kjálkamulningsvélarinnar og dregið úr ófyrirséðum niðurtíma.
Rakatengd slitkerfi skapa einstakar áskoranir í iðnaðarmulningi. Með því að skilja þessi áhrif geta rekstraraðilar tekið betri ákvarðanir um undirbúning fóðurs, stillingar mulningsvélarinnar og viðhaldsáætlanir. Þessi þekking leiðir til lengri líftíma hluta og áreiðanlegri afkösts mulningsvélarinnar.
Iðnaðarrannsóknir: Afköst kjálkamulningsvéla

Vinnsla á málmgrýti með mikilli hörku
Námuvinnslur vinna oft úr málmgrýti með mjög mikilli hörku, svo sem graníti eða kvarsíti. Þessi efni setja mikið álag á hluta kjálkamulningsvélarinnar. Rekstraraðilar taka eftir því að kjálkaplötur og fóðringar slitna hraðar við mulning þessara hörðu bergtegunda. Stálplötur með háu manganinnihaldi hjálpa til við að standast þetta slit þar sem þær verða harðari við notkun. Í einni námuvinnslustöð skiptu rekstraraðilar yfir í sérsniðnar kjálkaplötur með sérstöku tönnarsniði. Þessi breyting bætti slitþol og fækkaði viðhaldsstöðvum. Regluleg skoðun og tímanleg skipti á slitnum hlutum héldu mulningsvélinni gangandi vel. Rekstraraðilar aðlöguðu einnig fóðrunarfyrirkomulagið til að forðast ofhleðslu á vélinni.
Framleiðsla á slípiefni
Framleiðsla á slípiefnum, svo sem mulning á basalti eða kvarsríkri möl, skapar erfitt umhverfi fyrir hluta kjálkamulningsvéla. Rekstraraðilar verða fyrir miklum núningi og höggkrafti í þessum aðstæðum. Þeir nota hágæða efni eins og mangansstál fyrir kjálkaplötur vegna herðandi eiginleika þess. Lögun og tannsnið platnanna gegna lykilhlutverki í stjórnun slits. Að sérsníða slithluta fyrir tiltekið möl hjálpar til við að dreifa sliti jafnar og auka skilvirkni. Rekstraraðilar í þessu umhverfi fylgja ströngum viðhaldsáætlunum. Þeir skipta um hluti á réttum tíma til að koma í veg fyrir óvæntar bilanir.
- Slithlutar kjálkamulningsvéla verða fyrir miklum núningi og höggkrafti við framleiðslu á slípiefni.
- Hágæða efni og sérsniðnar hönnun hjálpa til við að standast slit og bæta skilvirkni.
- Tímasetning viðhalds er mikilvæg til að hámarka endingartíma.
Taflan hér að neðan sýnir muninn á slípiefni og minna slípiefni:
| Tegund umsóknar | Slithraði | Efni sem notað er | Viðhaldsþarfir |
|---|---|---|---|
| Slípiefni | Hátt | Mangan stál | Tíð, áætlunarferð |
| Minna slípandi | Neðri | Staðlaðar málmblöndur | Sjaldgæfari |
Breytileg fóðurstærð í endurvinnsluforritum
Endurvinnsluaðgerðir fást oft við fóðurefni sem er mismunandi að stærð og lögun. Þessi breytileiki hefur áhrif á afköst kjálkamulningsvéla og endingu hluta. Rekstraraðilar sjá stundum stíflur eða jafnvel stöðvun vélarinnar þegar fóðurið inniheldur stóra eða óvenjulega lagaða bita. Færsla kjálka mulningsvélarinnar breytist með hæð fóðursins, sem hefur áhrif á skilvirkni. Áður en kjálkamulningsvél er valin til endurvinnslu greina rekstraraðilar eiginleika efnisins og væntanlega stærð fóðursins. Orkunotkun fer einnig eftir styrk efnisins og opnunarstærð mulningsvélarinnar. Myljun hástyrkssteypu notar miklu meiri orku en mýkri efni. Minni op auka einnig orkunotkun. Þessir þættir sýna að breytileg stærð fóðurs og efniseiginleikar gegna stóru hlutverki í afköstum mulningsvélarinnar og endingu slithluta.
Rekstraraðilar sem fylgjast með fóðurstærð og stilla stillingar mulningsvélarinnar geta dregið úr sliti og bætt skilvirkni í endurvinnsluforritum.
Eftirlit með og minnkun á sliti í notkun kjálkamulningsvéla
Val á kjálkaplötu og fóðringsefni
Að velja réttkjálkaplötu og fóðurefnier nauðsynlegt til að draga úr sliti í iðnaðarmulningsvélum. Rekstraraðilar velja oft manganstálflokka út frá hörku og núningi fóðursins. Taflan hér að neðan ber saman algeng efni og afköst þeirra:
| Efnisgerð | Lykileiginleikar | Hentar fyrir hörð/slípandi efni | Slitþol samanborið við Mn18Cr2 |
|---|---|---|---|
| Mn14Cr2 | Mikil höggþol, núningþol | Mjúkir eða ekki slípandi steinar | Grunnlína |
| Mn18Cr2 | Frábær vinnuherðing, núningþol | Miðlungs til erfiðir, ekki slípandi steinar | Grunnlína |
| Mn22Cr2 | Yfirburða núningþol, lengri endingartími | Harðir og slípandi steinar | Lengri en Mn18Cr2 |
| TIC-innsetningar | Mjög mikil hörku, höggþolin | Mjög hörð og slípandi efni | 1,5 til 2,5 sinnum lengri en Mn18Cr2 |
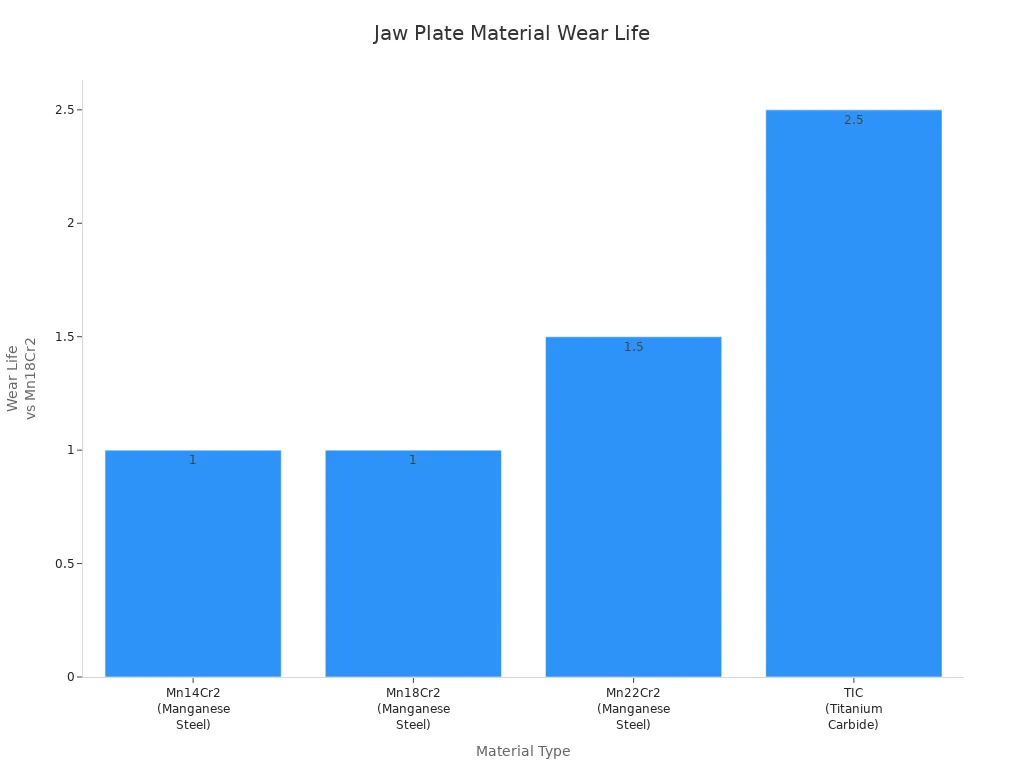
Rekstraraðilar sem vinna úr hörðum eða slípandi fóðurefnum velja oft Mn22Cr2 eða TIC innleggsplötur til að lengja endingartíma og minnka niðurtíma.
Að stilla mulningsbúnað og fóðrunarfyrirkomulag
Réttar stillingar á mulningsvélinni og fóðrunarfyrirkomulag hjálpa til við að lengja líftíma kjálkaplata og fóðrunar. Rekstraraðilar nota nokkrar aðferðir:
- Línufóðrun jafnar efni út frá opnun mulningsvélarinnar, sem dregur úr stíflu og ójöfnu sliti.
- Kæfufóðrun heldur hólfinu að minnsta kosti 80% fullu, sem stuðlar að jafnri sliti og skilvirkri mulning.
- Forsigtun fjarlægir fínt efni og ofstórt efni, sem kemur í veg fyrir stíflur og ójafnt slit.
- Vel flokkuð fóður tryggir stöðugan afköst og dregur úr staðbundnu sliti.
- Að takmarka málminnihald í fóðurinu verndar íhluti gegn skemmdum.
Að stilla lokaða hliðina stýrir einnig klemmuhorninu og mulningsvirkni. Samræmd kæfufóðrun og réttar stillingar viðhalda jöfnum slithraða og auka endingu kjálkamulningsvélarinnar.
Viðhaldsaðferðir og sliteftirlit
Árangursríkar viðhaldsaðferðir draga úr sliti og koma í veg fyrir óvæntar bilanir. Rekstraraðilar treysta á:
- Fyrirbyggjandi viðhald, sem felur í sér reglubundið eftirlit og varahlutaskipti áður en bilanir eiga sér stað.
- Fyrirbyggjandi viðhald, notkun skynjara og eftirlitstækja til að greina óeðlileg skilyrði snemma og skipuleggja tímanlegar viðgerðir.
- Ítarleg eftirlitskerfi, svo sem ómskoðunarskynjarar og fjarskiptakerfi, veita rauntímagögn um fóðurmagn og stöðu búnaðar.
Rekstraraðilar nota þessar aðferðir til að fylgjast með framvindu slits og aðlaga aðgerðir eftir þörfum. Rauntímaeftirlit og sjálfvirkni hjálpa til við að viðhalda stöðugu efnisflæði, draga úr sliti og bæta afköst mulningsvélarinnar.
Ráð: Með því að sameina fyrirbyggjandi og spáviðhald og nútíma eftirlitstækni lengist endingartími hluta og fækkar ófyrirséðum stöðvunum.
Spáaðferðir fyrir lengri líftíma hluta
Nútíma iðnaðarstarfsemi treystir á fyrirbyggjandi viðhald til að halda kjálkamulningsvélum í skilvirkri notkun. Fyrirbyggjandi aðferðir nota tækni og reglulegt eftirlit til að greina vandamál áður en þau valda skemmdum. Rekstraraðilar geta lengt líftíma kjálkamulningshluta með því að fylgja þessum snjöllu aðferðum:
- Setjið upp skynjara til að fylgjast með hitastigi smurolíu og ástandi síu. Snemmbúin uppgötvun breytinga gefur til kynna hugsanleg vandamál.
- Skipuleggið daglegar, vikulegar og mánaðarlegar skoðanir með ítarlegum gátlistum. Reglulegar athuganir hjálpa til við að greina slit áður en það verður alvarlegt.
- Veljið kjálkaplötur með hærra manganinnihaldi, eins og ZGMn13. Þessi efni endast lengur við erfiðar aðstæður.
- Herðið bolta og hnetur og passið að tanntopparnir passi við dalina. Rétt samsetning kemur í veg fyrir ójafnt slit og ótímabært bilun í hlutanum.
- Bætið við titringsdeyfibúnaði og stjórnið fóðrunarhraðanum. Þessi skref draga úr álagi á mulningsvélina og hægja á sliti.
Rekstraraðilar sem nota fyrirbyggjandi viðhald sjá færri óvæntar bilanir og lengri líftíma hluta.
Raunveruleg gögn sýna áhrif þessara aðferða. Taflan hér að neðan sýnir helstu úrbætur vegna forspárviðhalds:
| Árangursmælikvarði | Tölfræði um umbætur | Lýsing á áhrifum |
|---|---|---|
| Líftími framlengingar á mulningshlutum | Allt að 30% | Hágæða efni og fyrirbyggjandi umönnun draga úr þörf á að skipta út vörum. |
| Minnkun niðurtíma | Allt að 30% | Snjallskynjarar og snemmbúin greining draga úr ófyrirséðum stoppum. |
| Sparnaður í viðhaldskostnaði | Allt að 30% | Þarfamiðað viðhald lækkar kostnað. |
| Framlenging á líftíma slithluta (með gervigreind) | 15-20% | Gervigreind og sjálfvirkni auka endingu. |
| Minnkun á tíðni fóðrunarskipta | 35% | Spátæki þýða færri skipti á fóðri. |
| Aukin líftími slithluta (sjálfvirkni) | 2 til 4 sinnum | Sjálfvirk hagræðing lengir líftíma hluta til muna. |
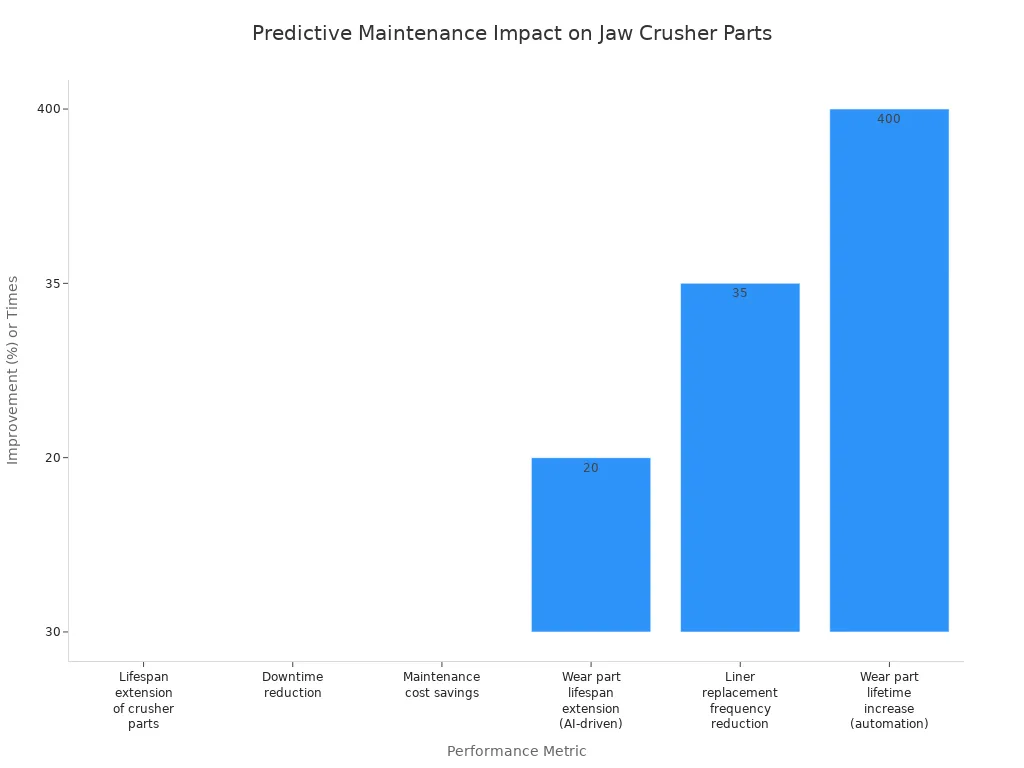
Snjallstýrikerfi fyrir mulningsvélar, eins og þau sem notuð eru í leiðandi rekstri, hafa aukið líftíma slithluta um 15-20%. Niðurtími fækkaði um 40% og tíðni skipta um fóðringar lækkaði um 35%. Skynjarar sem fylgjast með hitastigi, titringi og sliti hjálpa rekstraraðilum að bregðast við áður en bilanir eiga sér stað. Þessi breyting frá viðbragðs- yfir í fyrirbyggjandi viðhald heldur vélum í gangi lengur og sparar peninga. Fyrirbyggjandi aðferðir veita rekstraraðilum meiri stjórn og traust á afköstum kjálkamulningsvéla sinna.
Bestu starfshættir til að hámarka líftíma kjálkabrúsavélarinnar
Að para saman efni kjálkaplötunnar við fóðureiginleika
Að velja rétt efni og hönnun kjálkaplötunnar er nauðsynlegt til að hámarka líftíma mulningshluta. Rekstraraðilar ættu að:
- Veldu kjálkaplötumálmblöndur út frá núningþoli efnisins. M1 málmblöndur henta vel fyrir efni með litla núning eins og kalkstein. Hágæða málmblöndur eins og M2, M7, M8 eða M9 henta betur fyrir mjög núningþolin efni eins og granít eða járngrýti.
- Tenntu mynstur að fóðrinu. Breiðar tennur (WT) hjálpa við fóðrun með miklu fínu efni með því að koma í veg fyrir pakkningu. Beittar tennur (ST) grípa í flagnandi eða hornrétt fóður og draga úr renni. Grófar bylgjupappa (CC), þungar (HD) eða ofurþykkar (UT) plötur þola slípandi fóður.
- Fylgið ráðleggingum um gerð mulningsvéla. Til dæmis nota CJ615 mulningsvélar oft grófar bylgjupappaplötur eða þungar plötur með M8 málmblöndu fyrir slípiefni.
- Snúið kjálkaplötunum á líftíma þeirra til að tryggja jafnt slit og viðhalda besta nipphorninu.
- Stillið stillingar mulningsvélarinnar, eins og stillingu lokaða hliðar og klemmuhorn, til að passa við fóðureiginleika.
Að passa efni og hönnun kjálkaplötunnar við fóðrunareiginleika hjálpar til við að hámarka afköst og lengja líftíma hlutans.
Regluleg skoðun og tímanleg skipti
Regluleg skoðun og skjót skipti á slitnum hlutum tryggja að mulningsvélarnar gangi skilvirkt. Rekstraraðilar njóta góðs af:
- Snemmbúin greining á sliti og skemmdum með reglulegu eftirliti á kjálkaplötum, legum og öðrum íhlutum.
- Tímabær skipti á slitnum hlutum, sem kemur í veg fyrir frekari skemmdir og viðheldur skilvirkni mulnings.
- Rétt smurning á hreyfanlegum hlutum, sem dregur úr núningi og lengir líftíma vélarinnar.
- Eftirlitskerfi sem vara rekstraraðila við vandamálum, styðja við snemma viðhald og lækka viðgerðarkostnað.
Stöðug viðhaldsáætlun, þar á meðal skoðanir og tímanleg varahlutaskipti, eykur rekstrartíma búnaðar og dregur úr rekstrarkostnaði.
Þjálfun rekstraraðila og hagræðing ferla
Vel þjálfaðir rekstraraðilar og bestuð ferli gegna lykilhlutverki í að draga úr sliti. Rekstraraðilar ættu að:
- Notið rétta fóðurskiptingu og stjórnið fóðurhraða til að auka afkastagetu og draga úr sliti.
- Stillið stillingar mulningsvélarinnar, eins og lokaða hliðarstillingu, með því að nota millilegg og skiptilengd til að bæta upp fyrir slit.
- Mælið bilið á milli kjálkanna til að tryggja réttar stillingar.
- Gerið aðeins stillingar þegar mulningsvélin er tóm og stöðvuð til að koma í veg fyrir ótímabært slit.
- Treystu á sjálfvirk smurkerfi fyrir stöðuga smurningu legu.
- Skilja fóðrunaraðferðir og viðhaldsferla til að lágmarka slit og lengja líftíma vélarinnar.
Þjálfun rekstraraðila og hagræðing ferla tryggja áreiðanlega afköst og hámarka líftíma mulningshluta.
Eiginleikar fóðurefnisins hafa áhrif á slithraða og endingartímamulningshlutarí iðnaðarumhverfi. Rekstraraðilar sem nota fyrirbyggjandi eftirlit, velja slitþolin efni og aðlaga aðgerðir geta lengt líftíma hluta um allt að 50% og dregið úr viðhaldskostnaði. Viðmið í greininni sýna að bestu starfshættir lækka rekstrarkostnað um 10%–20% og auka líftíma búnaðar um 15%. Þessar umbætur leiða til meiri framleiðni og góðrar arðsemi fjárfestingar.
Algengar spurningar
Hvaða eiginleiki fóðurefnis veldur hraðasta sliti kjálkaplötunnar?
Hörku og núningur valda hraðasta slitinu. Harðir steinar eins og granít eða steinefni með kvarsi mala á kjálkaplötur. Rekstraraðilar sjá tíðari skipti þegar þeir vinna úr þessum efnum.
Hvernig hefur raki í fóðurefni áhrif á hluta kjálkamulningsvélarinnar?
Raki getur leitt til stíflna og ójafns slits. Klístrað efni, sérstaklega leir, safnast fyrir inni í mulningsvélinni. Þessi uppbygging eykur álag á hlutana og getur valdið hraðara sliti.
Geta rekstraraðilar dregið úr sliti með því að aðlaga fóðurstærð?
Já. Rekstraraðilar sem stjórna stærð fóðursins og fjarlægja of stóra steina eða fínt efni hjálpa til við að dreifa sliti jafnt. Þessi aðferð lengir líftíma kjálkaplötunnar og bætir skilvirkni mulningsvélarinnar.
Hvaða kjálkaplötuefni hentar best fyrir slípiefni?
Mangan stálMeð háu króm- eða TIC-innfellingum þolir það best slit. Þessi efni ráða við harða og slípandi steina og bjóða upp á lengri endingartíma.
Hversu oft ættu rekstraraðilar að skoða slithluta kjálkamulnings?
Rekstraraðilar ættu aðskoða slithlutivikulega. Regluleg eftirlit hjálpar til við að greina snemma merki um skemmdir. Tímabær skipti koma í veg fyrir óvæntar bilanir og halda mulningsvélinni gangandi.

Birtingartími: 17. júlí 2025